


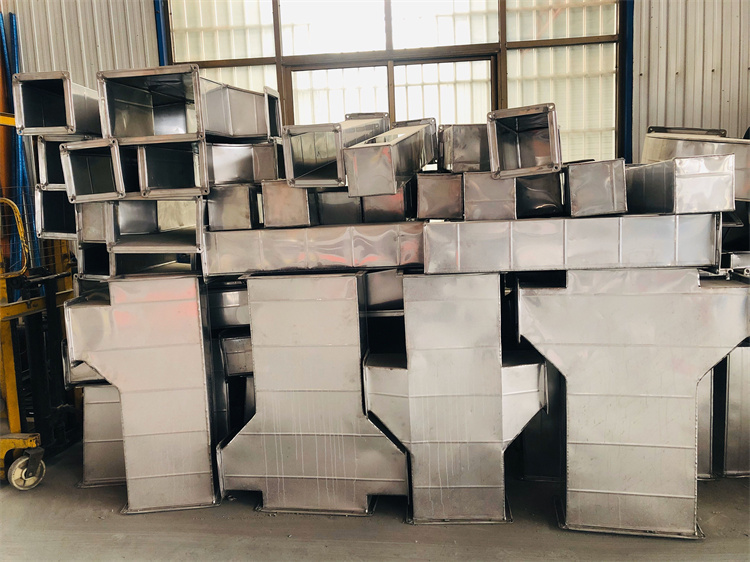

共板法兰风管304不锈钢工程打底焊采用的几种方法
1、背面采用堵板进行封堵通气保护的方法;
2、只采用可溶性纸或采用可溶性纸与堵板相结合进行封堵通气保护的方法;
3、采用药芯焊丝打底TIG焊;
4、采用药皮焊丝(自保护焊丝)打底TIG焊。
共板法兰风管304不锈钢道预制时,焊口通常可进行转动焊接,通气非常容易,这是通常采用堵板对管道内焊口两测进行封堵通气进行保护的方法进行打底焊,同时外侧用胶粘布进行封堵。






共板法兰风管304不锈钢板材联接
(1)当薄厚≤毫米时,板才拼凑应采用咬接或铆合,板才薄厚>毫米时,宜采用弧焊机或电弧电焊,不可采用气割。
(2)采用完善的“单双面,两面成型”的弧焊机加工工艺;件组对时,点固焊采用的焊材及加工工艺对策应与公布电焊划定同样,管道对口的错口误差不超过壁厚的20,且不超过3mm,调节对口旷地空闲,不可用加温预应力张拉和歪曲管路的方法。不可在件引弧或实验电流量,管路表面不需有电孤擦破等缺点。电焊时要采用防飞溅对策(如刷石灰等方式)。焊后运用不锈钢板(不可采用碳素钢)扁铲完全清除炉渣和飞溅。电焊结束后,应将表面炉渣以及两边的飞溅清除整齐。

接下来为您讲解共板法兰风管304不锈钢的预防措施:
1.共板法兰风管304不锈钢对特殊工种工作人员的执证上岗进行加强监督,实行前进行技术交底。
2.应检查并明确电源变压器、工作标准电压符合要求,接地保护值得信赖。
3.安装的气减压阀、三通接头不能沾有油脂。安装后,应进行试验并明确无障和漏汽。
4.运用弧焊机时,工作者需戴防毒面具。拆卸钨时,尽量断掉电源变压器。切削钨化头时,操作过程工作员尽量戴手套和防尘口罩,切削出去的粉尘,应该马上清除,钨不能随身携带。
5.共板法兰风管304不锈钢在悍机工作中附近不宜机器设备有震动的其他机械设备,不能放置性性、物品物品。工作场所需有空气流通防范措施。

 鲁公网安备 37142802000193号
鲁公网安备 37142802000193号
您好,欢迎莅临益航空调,欢迎咨询...
 触屏版二维码 |





