



下面跟随益航空调设备一起来了解镀锌不锈钢风管厂家的焊接工艺:
焊接工艺
镀锌不锈钢风管厂家焊接位置:内场焊接用管子水平转动焊,外场安装时用全位置焊接。
定位焊:每个管接头至少焊3个定位点,每相邻两点间隔120°,使用较小的电流,焊点处根部不焊透。
焊接方法:管壁厚度t≤3mm,全用钨极弧焊;管壁厚度t>3mm,可以全用钨极弧焊,也可以用钨极弧焊打底,手工电弧焊进行盖面。






下面为您讲解镀锌不锈钢风管厂家:
镀锌不锈钢风管厂家弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形弯管。当采用其他形式的弯管,平面边长大于500mm时,要设置弯管导流片。
1、镀锌不锈钢风管厂家的直径或边长大于500mm时,其风管与法兰的连接处应设加强板,且间距不得大于450mm;
2、有机及无机玻璃钢风管的加固,应为本体材料或防腐性能相同的材料,并与风管成一整体。

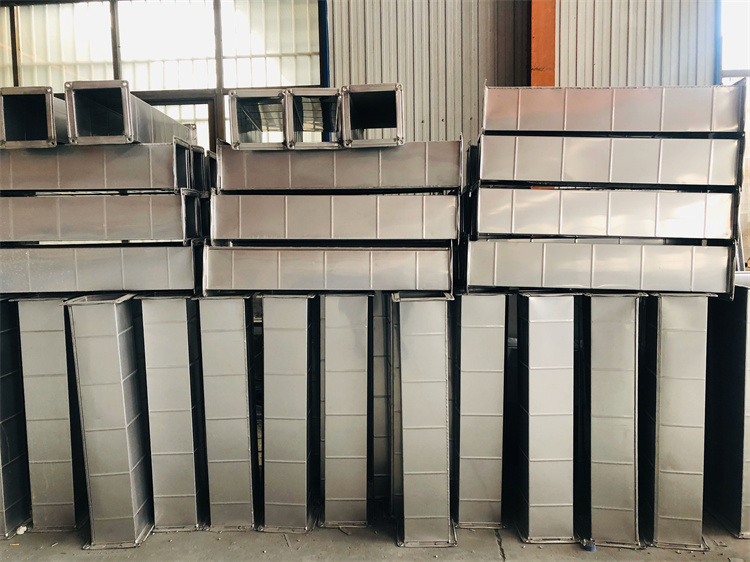
镀锌不锈钢风管厂家在制作过程中应该注意什么?
对于风管的连接部分,要进行紧密连接,中间所采用的垫片的厚度应该不小于3mm,垫片不应凸入管内,亦不宜突出法兰外。对于金属性的风管在转弯的时候要遵循严格的安装要求。对于塑料软管在弯道时要注意不应该有死弯或者塌陷。
不锈钢通风管道大家应该并不陌生,能够很好的保证空气流畅,降低有害浓度,铁质通风管道设备主要是有风管生产设备厂家生产完成的,一般来说用于电子厂房的通风,酒店宾馆,还有食品无菌车间等需要进行空气跟新的地方的中央空调系统。
 鲁公网安备 37142802000193号
鲁公网安备 37142802000193号
您好,欢迎莅临益航空调,欢迎咨询...
 触屏版二维码 |





